In industry, vibration is more than just noise; it's an early warning sign of a malfunction that, if ignored, can lead to equipment shutdowns and serious losses. A sudden bearing failure in a critical pump or gearbox can result in hours of downtime, costing tens of thousands of dollars in damages, not to mention the safety risks.
For decades, engineers relied on predictive maintenance (PM) or, in the worst case, reactive repair. However, in the context of Industry 4.0, this approach is no longer effective. Predictive maintenance, based on continuous vibration monitoring, is becoming the standard, allowing for the precise determination of failure weeks, even months, before it occurs. The success of predictive maintenance depends on three key components:
- data acquisition;
- intelligent data processing (preferably at the edge - so-called "Edge Computing");
- seamless integration with the upper level.
Modern industry already offers solutions with integrated fault diagnostics and predictive analytics. Take, for example, SKF Insight, which integrates a vibration sensor into the bearing. While this solution appears convenient from an installation standpoint, it's important to be mindful of the tradeoffs:
Optimal measurement point.
An engineer/analyst using external measurement tools can install a highly sensitive sensor in the optimal location - as close as possible to the suspect bearing or gearbox, which is impossible to achieve with a sensor built into the bearing;
|
Data quality and diagnostics.Miniaturization requirements often impact data quality because they have to be simplified to common levels, which prevents deep spectral analysis, which is critical for accurately identifying the type of defect (e.g. misalignment or wear of a specific bearing element); |
|
Optimal measurement point.An engineer/analyst using external measurement tools can install a highly sensitive sensor in the optimal location - as close as possible to the suspect bearing or gearbox, which is impossible to achieve with a sensor built into the bearing; |
 |
Cost of ownership.Another significant disadvantage of such innovative solutions is the significant increase in the cost of the main device (bearing), which increases the operating costs for replacement. |
Cost of ownership. Another significant disadvantage of such innovative solutions is the significant increase in the cost of the main device (bearing), which increases the operating costs for replacement.
Vibration monitoring is a key element in the transition from "repair-as-you-go" to planned maintenance. It is based on machine body vibration measurements and data analysis by zones (A-D) of the ISO 20816* standard, where the root mean square (RMS, mm/s) vibration velocity is the primary metric for a wide range of machines. Since diagnostics are based on frequency response analysis, the supported frequency range directly determines the accuracy of defect detection. For example, a bandwidth of up to 1 kHz is sufficient for imbalance diagnostics, but a range of 10 kHz and above is critical for the early detection of bearing defects.
IPC2U offers external monitoring and diagnostic solutions based on Advantech and ICP DAS solutions. These solutions reduce costs, speed up implementation, and ensure high-quality diagnostic data.
Wireless control: simplicity and scale

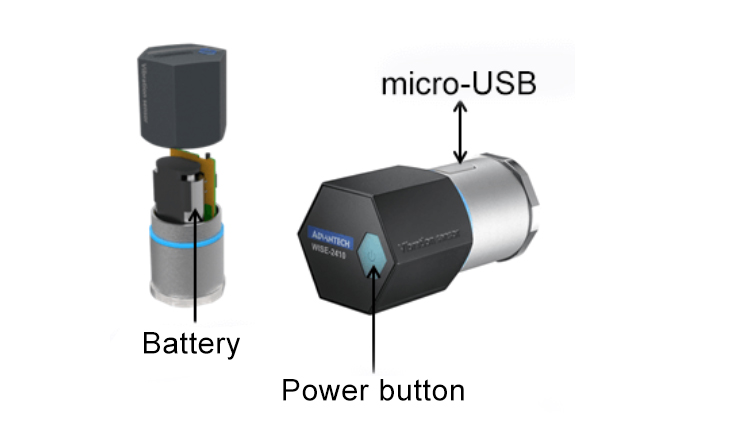
If the goal is to quickly deploy distributed monitoring without laying cables or for mass monitoring of hundreds of devices located in hard-to-reach places, the optimal solution is the WISE-2410-EB Advantech wireless sensor which uses LoRaWAN wireless long-range data transmission technology, has a built-in 3-axis accelerometer and temperature sensor, and calculates eight vibration characteristics directly on board, which allows it to send diagnostic signs rather than raw signal forms:
The three key indicators are:
- Velocity Root Mean Square (VRMS);
- Acceleration Root Mean Square (ARMS);
- Peak;
5 vibration and static analysis indicators are:
- Bias (displacement);
- Kurtosis (excess);
- Crest factor (amplitude factor);
- Asymmetry;
- Standard deviation.
The protection class of this device is IP66, the operating temperature range is -20 to +85°C, and compliance with ISO 10816 and 20816 is declared. Typical objects include pumps, compressors, electric motors, and gearboxes operating at medium and low speeds. This approach is convenient for hard-to-reach components and large areas with dozens of points. The measurement range of 5 to 1000 Hz indicates that the sensor is suitable for diagnosing mechanical problems that occur at low and medium frequencies.
Sensor setup takes just a few minutes:
- Open the housing, install two AA 3.6V batteries (the device operates autonomously for up to two years), and press the power button.
- Connect the WISE-2410 to a computer via micro-USB and use the Advantech WISE Studio utility to check the status, basic configuration, and confirm that the sensor calculates all 8 diagnostic features;
To transfer data from WISE-2410-EB devices A specialized gateway is required. The ideal solution is WISE-6610-EB – an industrial LoRaWAN gateway supporting up to 5,000 nodes.
WISE-6610 acts as a hub and edge server:
- Receives pre-processed diagnostic data (VRMS, crest factor) from hundreds of WISE-2410 sensors via radio;
- Aggregates data and converts it into standard protocols (e.g., MQTT or Modbus TCP);
- Publishes data to an application server, enabling seamless integration with any cloud or on-premises SCADA system.
Wired diagnostics and high-frequency measurement

Where wired communication, stable polling and harsh environmental conditions are required, the Advantech WISE-2460-MA smart vibration sensor is suitable. The device operates via an RS-485 bus and the Modbus RTU protocol. It measures vibration along a single Z-axis in a 5 Hz to 10 kHz bandwidth. It supports VRMS/ARMS/peak and displacement calculations. It has a wide temperature range from -20 to +105 °C and is IP68 rated. This makes it suitable for noisy EMC environments and for applications where the sensor needs to be directly integrated into an existing PLC/SCADA infrastructure without additional gateways.
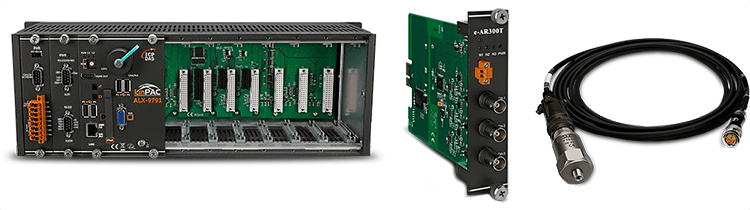
In cases where a high upper frequency limit is critical and powering IEPE accelerometers is required, the engineer can build a measurement path based on ICP DAS solutions. iSN-701-F15-L0xx IEPE accelerometers (for example, options at 15 kHz, 100 mV/g), are available as sensors, which are connected to the AR series recorders via a BNC connector. This combination allows for the recording of impact events, bearing defects, and demodulation/spectral analysis with the required bandwidth. For applications requiring integration into existing SCADA infrastructures without the need for high-speed digitalization, ICP DAS offers MEMS-based vibration sensor modules with frequency ranges up to 1 kHz, iSN-711, iSN-713 series, where the last digit in model name indicates the number of axles. They calculate the main diagnostic indicators on board and transmit data via the RS-485 bus using the Modbus RTU protocol.


AR-200/AR-300-T/AR-400 series are high-performance dynamic signal input modules for vibration monitoring and analysis: up to 200 kHz (AR-200) and up to 125 kHz (AR-300-T/AR-400) simultaneously on each channel, a 16-bit ADC, integrated 3 mA IEPE power supply, data recording to a microSD card for subsequent offline analysis, Modbus TCP support, and advanced trigger modes (button, scheduler, threshold, discrete input, remote command). The software includes velocity/acceleration/displacement and FFT calculations, as well as tools for extracting and analyzing records. This covers detailed diagnostic and investigation tasks where instantaneous spectra, raw data, and long-term trends are important..
And if the task is only to obtain raw data for subsequent processing, then ICP DAS suggests using:
- MEMS accelerometers: iSN-703-F1-L015 + Ethernet module with speed measurement function PET-7H16M Ethernet module with speed measurement function or SG-3037-G signal converter;
- IEPE accelerometers: iSN-701-F15-L030 / iSN-701-F15-L060 + PET-AR400 high-speed input module or SG-3227 converter.
For predictive maintenance (PWM) pilots, benchtop applications, and cases requiring high sampling rates and working with raw waveforms, the Advantech WISE-750 (Intelligent Vibration Sensing Gateway) is a smart choice. This ready-to-use node features four simultaneously digitized analog inputs with up to 200,000 samples per second, triggers, Ethernet logging, digital alarm outputs, two Ethernet ports (with daisy-chaining), and an onboard ML training utility. It covers typical PWM scenarios without the need for piecemeal assembly.

ICP DAS's open platform for advanced Edge analytics
For integrators and engineers who need a completely open environment for developing and implementing their own algorithms (for example, ML models or custom FFT analysis), ICP DAS offers a platform based on the AXP-9000-IoT (Windows10 IoT) and ALX-9000 (Linux Ubuntu with a core of 6.9) controller series for installation in the crate of e-AR300T and e-AR400 e-9K series modules, which are in turn connected to iSN-701 IEPE accelerometers.
This solution is essentially a powerful industrial computer with an open development environment. It combines the high computing power of the controller with high-speed dynamic signal digitization capabilities (including the built-in IEPE interface). The system allows for processing raw data (in .csv, .txt, and .tdm formats) and calculating all key features (velocity, RMS, peak, crest factor, and FFT) within a single device. To speed up application development, the manufacturer provides an SDK with demos in Visual C++, Visual Basic, C#.NET, Visual Basic.NET, and LabVIEW. The benefits for engineers are clear: maximum flexibility and complete control over the data analysis process at the edge.
Recommendations for a solution choice
Practical applications of the entire stack include classic pump-fan units, compressors, rolling mill drives, transport trolleys, etc. Here, WISE-2410 wireless access points allow for quick, broad-spectrum monitoring at the VRMS and threshold alarm levels; wired WISE-2460 access points provide stable communication and extended ranges in harsh environments; WISE-750 provides high-speed acquisition, local triggers, and ML for PHM; and a combination of ICP DAS IEPE sensors and AR recorders provides full-fledged vibration diagnostics with a high frequency of up to hundreds of kilohertz and the storage of data arrays. This combined approach scales from a single critical point to a network of nodes with centralized visualization and notifications.
From an integration perspective, everything is quite simple for integrators (engineers): WISE-2410 publishes features via LoRaWAN through a gateway to the application server; The WISE-2460 connects to a PLC/panel/SCADA via RS-485/Modbus RTU; the WISE-750 and AR modules communicate via Ethernet (Modbus TCP), feature hardware inputs/outputs, and built-in logging, simplifying both local alarm clearing and data aggregation at a higher level. The AR series features notifications and support for standard RMS rate thresholds in ISO 20816 logic, as well as historical data and spectra for refined diagnostics.
Recommendations for choosing a configuration come down to four questions:What frequency range is actually needed: If up to ~10 kHz per axis is sufficient, the wired WISE-2460 covers the task; if higher frequencies are required, or raw waveforms and FFTs for bearings/impact events are needed, the IEPE + AR series are suitable.
- What connectivity and power supply environment is available: if there are no wires and power is available on-site, the WISE-2410 (LPWAN) is faster to deploy.
- Do you need local trigger logic/ML and waveform archiving? Arguments in favor of the WISE-750 or AR are worth considering.
- What settings should be set: ISO 20816 zones for a specific machine class (A–D) are the starting point for alarms (they are subsequently adjusted based on pilot results and asset statistics).
As a result, the customer receives a comprehensive measurement system combining wireless monitoring, reliable wired control, and comprehensive vibration diagnostics. This approach reduces downtime, simplifies maintenance, and increases equipment reliability.
*The transition from ISO 10816 to ISO 20816 unified the approach and clarified the classification by machine type; you will still encounter both markings in instrument documentation—this is normal and compatible at the level of assessment principles.

